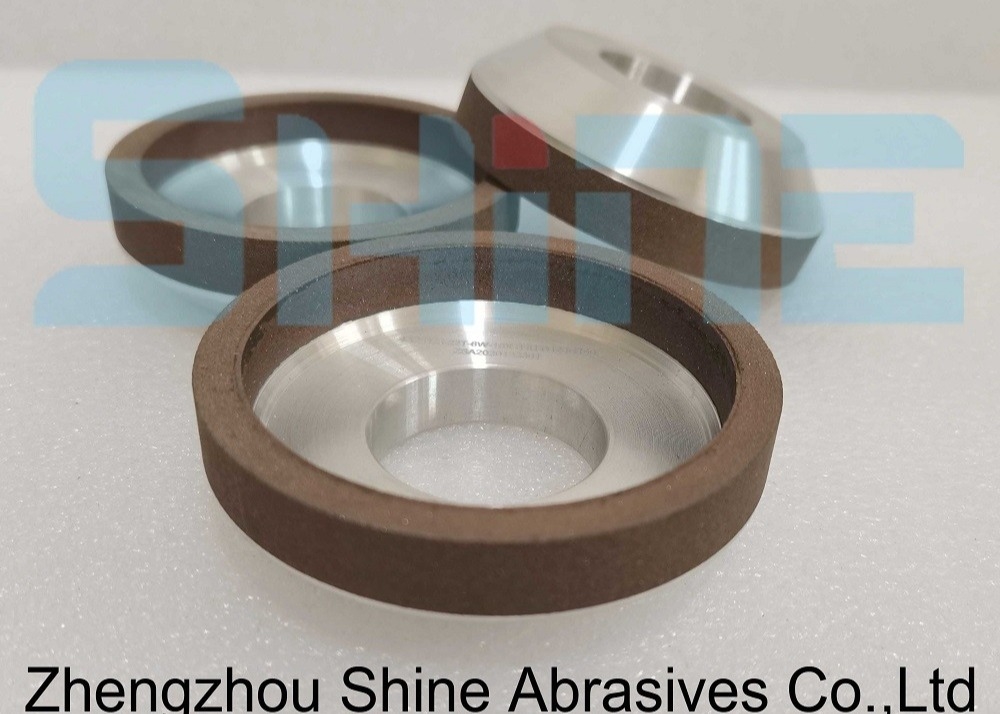
Resin Bond Diamond Wheels 4A2 75mm For Circular Saw Blade Sharpening
Shine Abrasives resin bond 4A2 dish Diamond wheels mainly used for
grinding and sharpening carbide Circular saw blade or Milling cutters,
CBN wheels for HSS Circular saw blade or Milling cutters.
tooth-face grinding for circular saw blades
tool grinding of carbide drills, cutter, reamer, turning tools, graver, cutting face of hobs.
SHARPENING THE TOOTH FACE OF CARBIDE-TIPPED CIRCULAR SAW BLADES
GRINDING THE TOOTH TOP OF CARBIDE-TIPPED CIRCULAR SAWS
The drawing of Shine Abrasives Resin Bond Diamond Wheels 4A2 75mm For Circular Saw Blade Sharpening

Main sizes form of Shine AbrasivesResin Bond Diamond Wheels 4A2 75mm For Circular Saw Blade Sharpening
| Abrasive Material:Diamond |
Bond Type:Resin |
| Diamond Grit:120# |
Wheel Diameter: 3 inch 75mm |
| Wheel Bore:32mm |
Wheel Weight:0.5kgs/PC |
| Wheel Thickness:22mm |
Concentrate: 100% |
Other standard sizes also are available as requested.
Features of Shine AbrasivesResin Bond Diamond Wheels 4A2 75mm For Circular Saw Blade Sharpening
High quality synthetic diamond or CBN abrasives
Optimized resin bond and formulation
Good wheel shape and form holding.
Available for wet or dry grinding applications.
Question:
How to sharpen the saw blade tooth face?
Usually tooth faces of circular saw blades are sharpened straight; however sometimes they are also sharpened at an angle.
Tooth face machining also includes hollow face grinding. This is carried out using a grinding point at high speed. However, this method cannot be used for every circular saw blade. There must be a certain amount of chip space available in order to be able to sharpen the tooth face using peripheral grinding. In particular, it must be ensured that the grinding point is positioned exactly in the middle of the saw blade diameter and the cutting width.
With the correct grinding machines for machining tooth faces and tooth tops, you can achieve perfect sharpening results
Application picture for reference.

 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!